昆明批发机电轮轴式BH090A-L2-16-B2-D1-S7转角行星式减速机
文章来源:ymcdkj
发布时间:2024-05-08 23:45:22
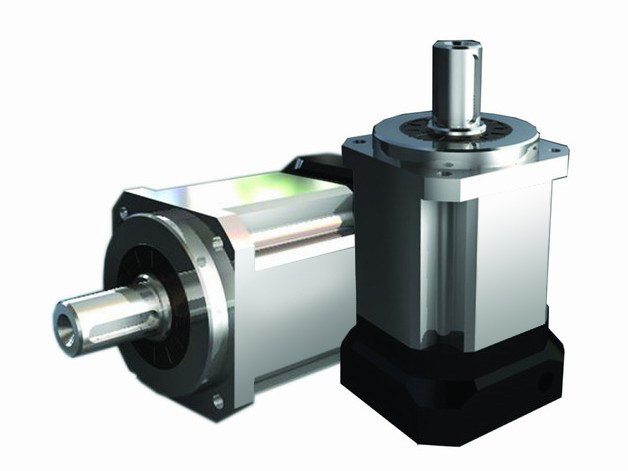
昆明机电:轮轴式BH090A-L2-16-B2-D1-S7转角行星式减速机
这些螺杆孔平常盖上盲塞,圆锥滚子TIMKEN轴承等的分离型TIMKEN轴承,在外壳挡肩上设置几处切口,使用垫块,用压力机拆卸,或轻轻敲打着拆卸。圆柱孔轴承的拆卸内圈的拆卸,可以用压力机械拔出简单。此时,要注意让内圈承受其拔力。大型TIMKEN轴承的内圈拆卸采用油压法。通过设置在轴上的油孔加以油压,以使易于拉拔。宽度大的TIMKEN轴承则油压法与拉拔卡具并用,进行拆卸作业。NU型、NJ型圆柱滚子轴承的内圈拆卸可以利用感应加热法。
减速特性
1、高扭力、耐冲击:行星齿轮之机构形同于传统平行齿轮的传动方式。传统齿轮仅依靠两个齿轮间极少数点接触面挤压驱动,所有负荷集中于相接触之少数齿轮面,容易产生齿轮间摩擦与断裂。而行星齿轮减速机具有六个更大面积与齿轮接触面360度均匀负荷,多个齿轮面共同均匀承受瞬间冲击负荷,使其更能承受较高扭矩力之冲击,本体及各轴承零件也不会因高负荷而损坏破裂。
2、体积小、重力轻:传统齿轮减速机的设计皆有多组大小齿轮偏向交错传动减速,由于减速比须由两个齿轮数之倍数值产生,大小齿轮间更要有一定之间距咬合,因此齿箱容纳空间极大,尤其高速比的组合时更需要由两台以上减速齿箱连接组合,结构强度相对减弱,更使齿箱长度加长,造成体积与重量极为庞大。行星减速机的结构可依需求段数重复连接,单独完成多段组合,体积小,重量轻、外观轻巧,相形使设计更有价值感。
昆明机电:轮轴式BH090A-L2-16-B2-D1-S7转角行星式减速机
2. 智能化
目前伺服内部控制核心大都采用新型高速微器和专用数字信号机(DSP),从而实现完全数字化的伺服系统。伺服系统数字化是其实现智能化的前提条件。伺服系统的智能化表现在以下几个方面:系统的所有运行参数都可以通过人机对话的方式由软件来设置;其次它们都具有故障自断与分析功能;以及参数自整定的功能等。众所周知,闭环调节系统的参数整定是保证系统性能指标的重要环节,也是需要耗费较多时间与精力的工作。带有自整定功能的伺服单元可以通过几次试运行,自动将系统的参数整定出来,并自动实现其化。
3. 网络化
伺服系统网络化是综合自动化技术发展的必然趋势,是控制技术、计算机技术和通信技术相结合的产物,现场总线是一种应用于生产现场,在现场设备之间、现场设备和控制装置之间实行双向、串形、多结点的数字通信技术。现场总线现已被广泛应用在伺服系统之间、伺服系统和其它设备如人机界面HMI、可编程控制器PLC等信息交互传输。现场总线有如下几个类型FF;ProfiBus、WorldFIP、ControlNet/DeviveNet、CAN 等。这些通讯协议都为多轴实时同步控制了可能性,也被一些 伺服驱动器集成进去,从而使伺服系统达到了分布、放、互联以及高可靠性。
3. 简易化
这里所说的“简”不是简单而是精简,是根据用户情况,将用户使用的伺服功能给与强化,使之专而精,而将不使用的一些功能给与精简,从而降低了伺服系统成本,为客户创造更多的收益,且通过精简一些元器件,减少了资源的浪费从而利于环保。这里所说的“易”是指,伺服系统的软件编程及操作是从用户角度出发发设计,力求简单易行,使用户调试时只需简单。
行星减速机的发展趋势:
1、型式多样化,变型设计多。链轮厂摆脱了传统的单一的底座方式,增添了空心轴悬挂式、浮动支承底座、电动机与减速器一体式联接,多方位面等不同型式,扩大使用范围。
2、积木式组合设计。基本参数采用优先数,尺寸规格整齐,零件通用性和互换性强,系列容易扩充和花样翻新,利于组织批量生产和降低成本。
3、高水平、高性能。圆柱齿轮普遍采用渗碳淬火、磨齿,承载能力提高4倍以上,体积小、重量轻、噪声低、效率高、可靠性高。
促使行星减速机减速器水平提高的主要因素有: ①理论知识的日趋完善,更接近实际(如齿轮强度计算方法、修形技术、变形计算、优化设计方法、齿根圆滑过渡、新结构等)。 ②采用好的材料,普遍采用各种 合金钢锻件,材料和热质量控制水平提高。 ③结构设计更合理。 ④精度提高到ISO5-6级。 ⑤轴承质量和寿命提高。 ⑥润滑油质量提高。
昆明机电:轮轴式BH090A-L2-16-B2-D1-S7转角行星式减速机
+ 0-S2-P2
100-S2-P2
100-S2-P2
如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。这样会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。用游标卡尺测量零件时,不可以过分地施加压力,所用压力应使两个量爪刚好接触零件表面。如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。