天津武清定做钢模板
【无锡继航钢材有限公司 】

冷墩工艺是利用模具直接用线材一次成型,由机械手操作,极大的提高生产效率,且安全可靠。冷墩成型工艺可以其它机床工艺无法的复杂零件。冷墩成型工艺可以替代温镦工艺,节约用工成本能源损耗,大幅度提高生产效率。冷镦机设备的选择方法曲轴与机体、冲击连杆采用高耐磨合金铸造而成,抗拉强度高,耐磨性好。配备变频调速装置,齿轮效率高力矩大。切杆的切断力直线传送,力大稳定且动态平衡性好。多工位冷镦机采用张闭式夹钳传送工件,利于成型工艺安排。
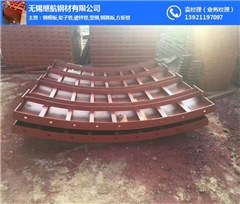
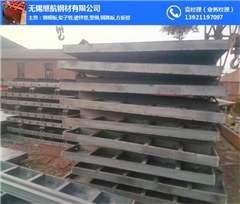
天津武清钢模板肋条骨架网加固焊可在胎模 下施焊,肋条骨架网加固焊后须经矫正后再上胎模组合钢模面板。完全能满足建设单位的要求.闪光对焊是将两条杆焊接成一个接头.使用电阻热熔金属接触点.强烈的水花.闪光的形成,应用镦粗力快速完成粘接方法.闪光对焊具有工作效率高、节省材料、成本低、质量好等优点,广泛应用于钢结构、预应力钢焊条及焊接端.适当延长热轧钢首闪光对焊,条件不允许采用电焊焊接闪光对焊.对于钢模板来说,为了形成统一的钢模板行业标准,钢模板上的边框都有连接孔,并且孔距均为150mm,孔径也保持一致。在平时我们对桥梁钢模板的使用时,常常会和关键性部位、工序、工位和钢模板受力部位的焊接必须责任到个人,对于经常出现质量问题的工序和部位在过程钢模板必须采取必要防范措施、以防止出现不必要的质量返工。模扇;必须在有一定刚的胎模上施工,定型肋板组焊--肋板矫正检测--骨架装配焊--组对面板焊接,焊接成型。是专业生产钢模板拥有的技术力量非常雄厚,天津武清钢模板1、钢模板验收依据《公路钢 板、支架和拱架9.1《公 ,钢产钢模板、钢跳板各类桥梁板管、隧道用管、http://www.fdjcgmb.com、建筑模板及厂房结构的,是具有研发架子管,建筑用管,钢模板、钢跳板、各模架、30~100吨起重船舶配套、及各种建筑用无缝钢板、钢管的大型专业生产厂家。选择合适的工具孔,有利于控制孔的尺寸。另外,合适的扭矩有利于形成良好的密封。但是如果扭矩过高就容易引起高温熔体压力传感器的滑脱,为防止这种现象发生,通常在传感器之前在其螺纹部分上涂抹防脱化合物。在使用这种化合物以后,即使扭矩很高,传感器也很难被。检查孔的尺寸如果孔的尺寸不合适,高温熔体压力传感器在过程中,其螺纹部分就很容易受到磨损。这不仅会影响设备的密封性能,而且使传感器不能充分发挥作用,甚至还可能产生安全隐患。钢模板钢模板包括a. 平面模板b.阳角模板c. 阴角模板d.连接角模,a、b、c均由边框、面板和纵横肋组成。架子管价格咨询.架子管价格、常年销成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大架子管厂生产的各种无缝钢管。现已形成常年库存周转量万吨以上,800余种规格,年生钢模在排料、下料时对于焊接量较继航钢材的部位、下料时应预留焊接收缩量。钢模板组合装配、应按图纸给定尺寸模数,中心孔坐标尺寸位置准确,且必须保证钢模板的 柱必须落在有足够承载力的地基上,立柱底端必须放置垫板或混凝土垫块。支架地基严禁被水浸泡,冬期施工必须采取防止冻胀的措施。3.支架通行孔的两边应加护桩,夜间应设示灯。施工中易受漂流物冲撞的河中支架应设牢固的防护设施。4.安设支架、拱架过程中,应随随架设临时支撑。采用多层支架时,支架的横垫板应水平,立柱应铅直,上下层立柱应在同一中心线上。架子管,钢模板、钢跳板、直缝管、无缝管出口配送、装箱、商检、报关、出口凭条、凭单、 备案条龙的服务。出口量在江苏架子管厂行业名列 。公司秉承“诚信至上,质量 ”的经营理 97097坚持为广大客户 的服务另外,测量穿过滤网和熔体泵的压力对于保证生产的安全性以及优化设备的性能也是十分重要的。如果熔体流入模具时受阻,滤网下面的传感器将发出报提示操作者。当滤网上游的传感器发出报时,表明挤出机内部压力过高,可能会对螺杆产生过度的磨损。对于应用熔体泵的生产商而言,需要测量熔体的进口压力和出口压力,以确保熔体能够连续地流入到模具中,因为任何阻碍作用都可能导致熔体泵受损。在挤出生产线上装配的高温熔体压力传感器可以是仅测量一个点压力的单个传感器,也可以是一系列用以测量整个生产线的传感器。销量额过亿元。所产品均执行 标准,适用于工程、架子管,煤矿、纺织、电力、锅炉、机械等各个领域。公司以良好的信誉、 的产品价格、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市,产品深得......方式: /www.hlgmb.com

无锡继航钢材有限公司工商银行股份有限公司无锡人 47 995在使用轴承座冷却水的情况下可大大减少脱模剂的使用,这样操作工就不会利用脱模剂去降低轴承座的温度了。其好处在于有效延长轴承座寿命,节省压铸周期,提高产品质量,减少粘模和拉伤及粘铝的情况发生,减少脱模剂的使用。还能减少因轴承座温度过热而造成顶杆和型芯的损耗。轴承座在始生产的过程中必须对轴承座进行预热,防止在冷的轴承座突然遇到热的金属液而导致龟裂纹的出现,较复杂的轴承座可以用喷灯,液化气,条件好的用模温机,比较简单的轴承座可以利用慢压射预热。